精冲是精密冲裁的简称,是在冲裁全过程以塑性剪切变形的方式完成的板料分离工序。尽管从形式上来看与普通冲裁一样同属分离工序,但实际上在精冲过程中,材料自始至终是处于塑性变形过程。
从各自冲裁加工机理来看,普通
液压机冲裁系通过合理间隙的选取,使材料在凸凹模刃口处的裂纹重合,可称之为“控制撕裂”;而精密冲裁则是通过对精冲设备的力学参数、模具的几何尺寸、材料的性能和球化处理以及工艺润滑剂等工艺参数的合理运用或控制,保证材料在精冲过程中始终是塑性变形而不产生撕裂,可称之为“抑制撕裂”。
从各自加工的冲件质量来看,普通液压机冲裁剪切面具有2/3的撕裂带,质量差、精度低不能满足一部分冲裁件(特别是剪切面需要作为工作表面的零件)的技术要求,在这种情况下,普通冲裁只能作为备坯工序,工件还需要进行后续的机械加工才能完成。而精冲件可获得的尺寸精度,断面的表面粗糙度如可达0.2-1.6um,可满足剪切面直接作为零件工作表面的需要。
精冲过程分析
图所示为
液压机精冲模工作部分的组成简图,与普通冲裁模相比较,除凸、凹模间隙极小、凹模刃口带圆角外,在模具结构上比普通冲裁模多一个齿圈压板和一个顶出器,整个工作部分由凸模、凹模、齿圈压板、顶出器四部分组成。
1.精冲过程
精冲加工过程如图所示。
1)模具开启,材料送入并定位如图2a所示。
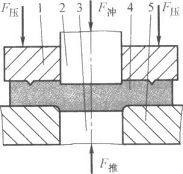
图1液压机精冲模工作部分的组成 1-压板 2-凸摸 3-顶出器 4-精冲材料 5-凹模
2)滑块快速上升,模具闭合如图4-2b所示。
3)随着冲裁力的施瓣簿蠹羲狰裁过程开始,在三个力同时作用下,将零件整个料厚冲入凹模内,而内形废料冲人凸熙模内如图4-2c所示。
4)冲裁过程结束,滑块快速回程到终点如图4_2d所示。
5)模具开启如图4-2e所示。
6)退料力(L)从导板上脱下废料,并从冲裁凸模内顶出内形废料如图4-2f
所示。
7)顶件力作用在顶件器上,并在模具内,从凹模中顶出精冲零件。材料又开始送料如图所示。
8)零件和废料被清理或吹除如图所示。
2.抑制撕裂的措施
液压机精冲时,为了抑制冲裁过程中材料产生撕裂,应采取以下措施:
1)冲裁前用V形压边圈压住材料,防止了剪切变形区以外的材料在剪切过程中随凸模流动。
2)压边圈和顶出器的夹持作用,再结合凸、凹模之间的小间隙(约为被冲材料厚度的0.5%-1%),使材料在冲裁过程中始终保持与冲裁方向垂直,将材料紧紧地压住,防止因零件的翘曲形成拉应力而导致脆性断裂,从而构成了塑性剪切的条件。
3)必要时可将冲孔凸模和落料凹模刃口倒成圆角,以减少刃口处的应力集中,增大变形区的三向压应力张量,提高材料塑性,避免或减缓裂纹的产生。
4)利用压边力和反压力提高变形区材料的球形压应力张量,即静水压,以提高材料的塑性。
5)材料预先进行球化退火,或采用专门适合于液压机精冲的特种材料。
6)采用适用于不同材料的工艺润滑剂。